Céramique technique - Définition
La liste des auteurs de cet article est disponible ici.
Mise en forme
Mise en forme à partir d'une poudre
Le pressage uniaxial
La poudre est compactée par matrice rigide à l'aide d'un poinçon. Le moule de pressage est métallique et les parties en contact avec la poudre peuvent être traitées pour résister à l'abrasion, la corrosion. Cette technique conduit à la réalisation de pièces de forme simple (joints, bagues...).
Le pressage isostatique
La poudre est compactée dans un sac flexible maintenu par un moule support rigide. L'application de la pression se fait par l'intermédiaire d'un fluide à base d'huile et d'eau. Cette technique conduit à la réalisation de pièces de forme complexe (tubes, bougies d'allumage...).
Mise en forme à partir d'une pâte plastique
L'extrusion
La pâte préalablement plastifiée et désaérée, est poussée à travers une filière de géométrie donnée à l'aide d'une vis. Après extrusion, les pièces sont coupées à la longueur désirée, puis subissent les traitements appropriés. Cette technique conduit à la réalisation de pièces à forme complexe et de grandes dimensions.
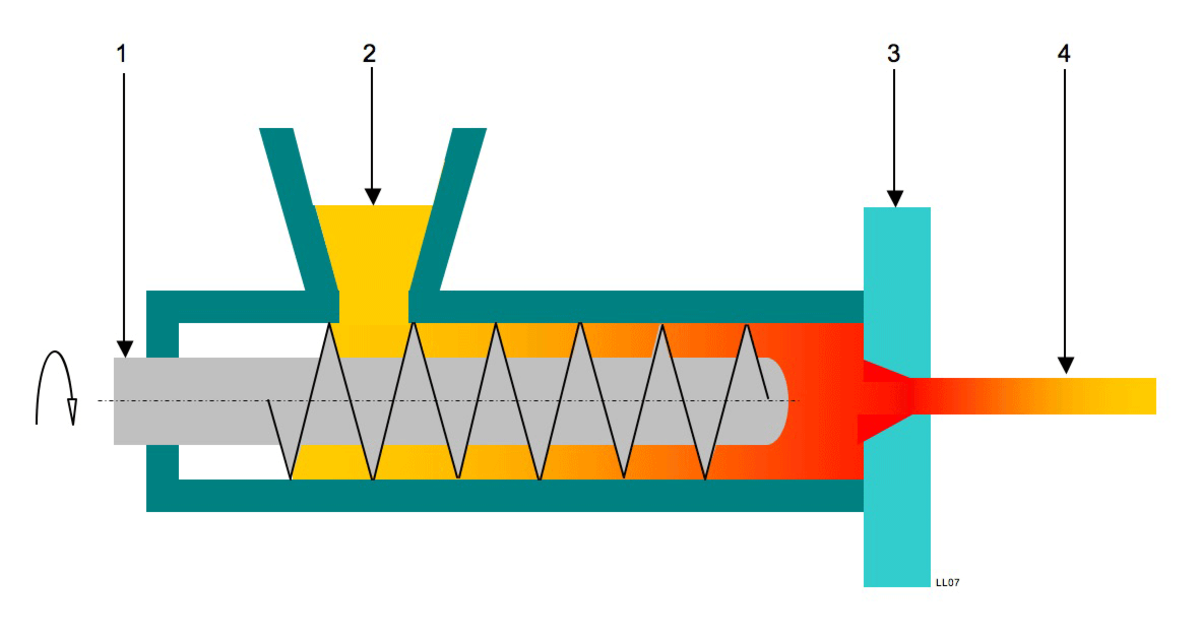
L'injection
Le mélange fluidifié est introduit dans un moule ayant la forme de la pièce à fabriquer. Le mélange thermofusible est chauffé dans une enceinte puis forcé à travers une buse dans le moule dont la température est inférieure au point de fusion du mélange. Après solidification, par abaissement de la température, la pièce est éjectée du moule. Cette technique conduit à la réalisation de pièces de forme simple ou complexe en série dont l'épaisseur maximale est de 1 cm.
Mise en forme à partir d'une pâte liquide
Le coulage en moule poreux
Le mélange est versé dans un moule ayant la forme de la pièce à fabriquer. La pièce est laissée se solidifier. Cette technique conduit à la réalisation de pièces volumineuses.
Le coulage sous pression
Une pression est appliquée à la suspension de coulage dans un moule poreux. Le gradient de pression force le fluide à travers le moule poreux et à travers la couche en formation, ce qui permet de diminuer le temps de prise de la suspension par rapport au coulage classique. Cette technique, particulièrement utilisée dans le domaine des céramiques traditionnelles conduit à la réalisation de pièces volumineuses. La productivité peut être élevée.
Mise en forme de couches minces
Notamment à partir d'une pâte liquide issue du procédé sol-gel.
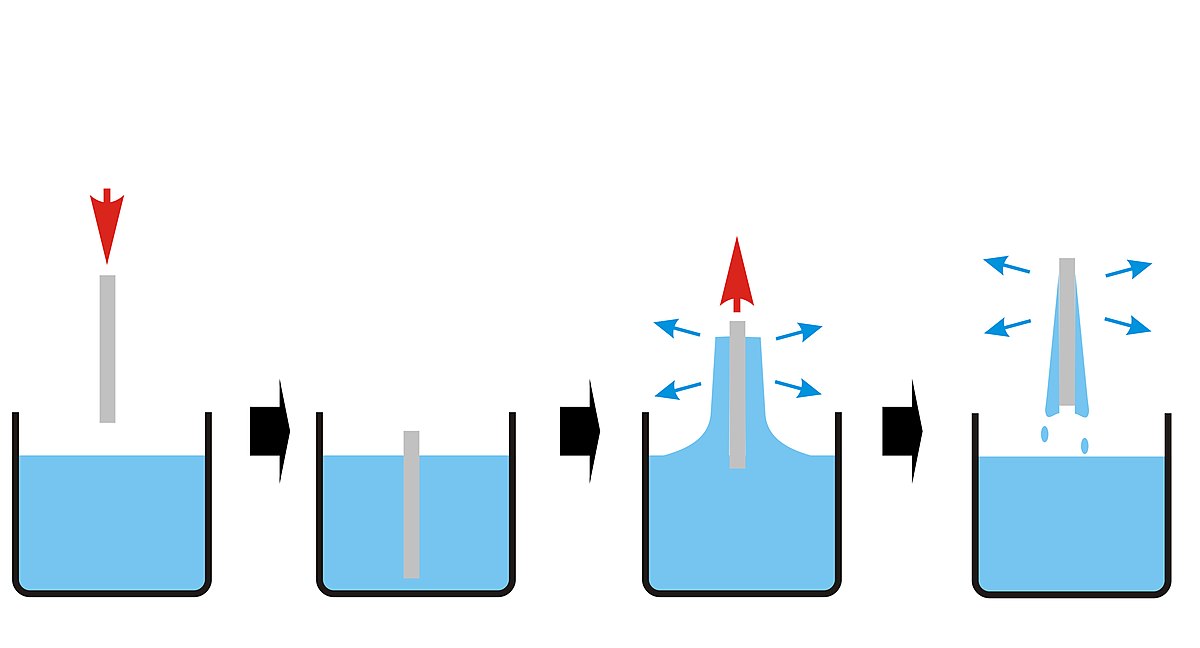
Dip coating
Le dip coating est une technique de mise en forme de couches minces, elle consiste à immerger un substrat dans une cuve contenant la céramique en pâte liquide, extraire la pièce de la cuve et laisser s'écouler la couche. La pièce enrobée est ensuite séchée. Le processus de dip coating se fait donc généralement en trois étapes :
- Immersion : le substrat est immergé dans la solution, contenant le matériau à mettre en forme, à une vitesse constante et préférablement sans secousses.
- Le temps de séjour : le substrat est laissé complètement immergé et immobile pour permettre au matériaux de bien s'y appliquer et l'enrober.
- L'extraction : le substrat est extrait, de nouveau à vitesse constante et sans secousses. La vitesse d'extraction influe sur l'épaisseur de la couche : l'épaisseur de la couche est d'autant plus fine que la vitesse d'extraction du substrat est grande, mais elle dépend aussi de la concentration de soluté et du solvant.
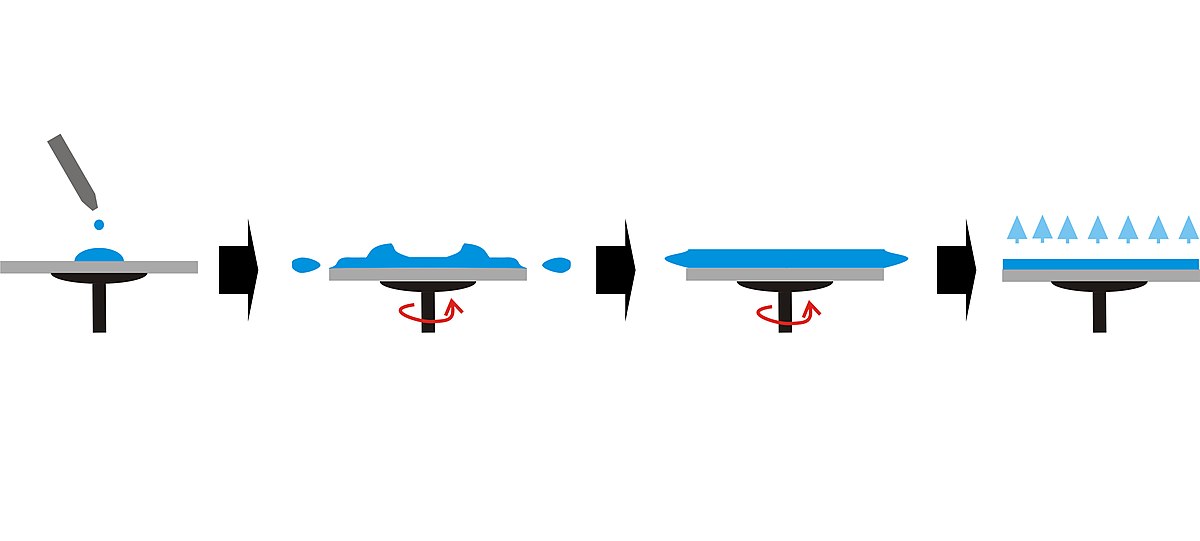
Enduction centrifuge
L'enduction centrifuge (spin coating en anglais) est une technique de mise en forme de couches minces. Elle consiste à poser un excès de matériau (en solution) à mettre en forme sur le substrat, un wafer de semi-conducteur en général ; le matériau est maintenu par du vide. À faire tourner ensuite le tout à haute vitesse pour étaler le fluide sur toute la surface par centrifugation. La rotation continue pendant que le fluide dépasse les bords du substrat, jusqu'à ce que la couche ait l'épaisseur voulue. Par conséquent, l'épaisseur de la couche est d'autant plus fine que la vitesse de rotation est grande, mais elle dépend aussi de la concentration de soluté et du solvant.

















































